鋁合金襯管(guǎn)研發製造,成就一個又一(yī)個創富故事")

合金襯塑ppr")

防(fáng)腐樹(shù)脂噴塗鋁合(hé)金襯塑(PE-RT)複合(hé)管")

鋁合金(jīn)襯塑PP-R複合管在施工中安裝一般都會采用承(chéng)插熱熔連接
一、鋁合金襯塑PP-R複合管剝皮過(guò)程
步驟一:劃(huá)線標記:采(cǎi)用硬度大於2B的鉛筆或碳化鉛(qiān)筆按照安裝要求規範(見表1)畫出需要剝離的鋁合金層長度。
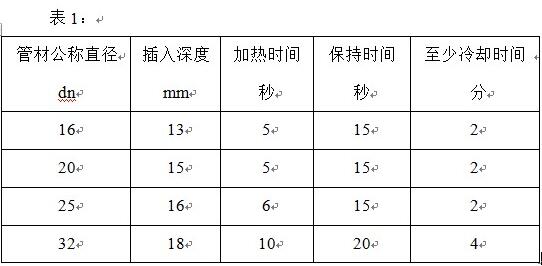
步(bù)驟二:徑向(xiàng)切割:采用專用切刀在管材(cái)的徑向進行切割(gē),按所需要的長度將鋁(lǚ)皮切斷,切割深度以不傷到塑料管主體為宜。
步驟(zhòu)三:軸向切割:采用專用電動割刀在管材的軸向方向進(jìn)行切割,切割時(shí)注意深度不(bú)能傷及塑料管主體,切割到位後鋁皮會自動崩開。
步驟四:去掉鋁合金層(céng):采用鉗子等輔助工具將管材端頭切開的鋁合金層去(qù)掉。

鋁合金襯塑複合管剝皮
二、鋁合金襯塑PP-R複合管的承插熱熔連接:
步驟(zhòu)一:管材與管件的加熱:
1)接通熔接機電源,待加熱指示燈初次熄(xī)滅後即可(kě)用於熔接(jiē)操作。
2)先開始向熱頭滑(huá)動管件,緊接著再向(xiàng)加(jiā)熱(rè)套筒滑動管端,推入時以中(zhōng)等速度均勻滑動,而且(qiě)應與模頭保持同心,但切忌旋轉(zhuǎn)管(guǎn)材或管件(jiàn)。
3)當管件推到加熱(rè)頭的盡(jìn)頭,而管材到達畫線位置時,保持這一(yī)位置。
4)從現在開始即進入加熱時(shí)間,並加熱至表1中規定的時(shí)間。規定的加熱時(shí)間到達後,從加熱模頭上拔出管材和管件,拔出速度(dù)應適中,不能過急,但可以略帶輕微的抖動動作,以利於拔出(chū)。

步驟二:管材與管件的連接:拔出後,應(yīng)立即將管材沿(yán)管材中軸線均速插入到管件中,直至借(jiè)口(kǒu)上卷曲的熔瘤到達鋁皮的切割位置為止,並保持這一位(wèi)置,穩定幾分鍾冷卻(què)。同樣地(dì),插入過程中不能(néng)帶任何旋轉的動作,在規定的冷卻時間內,應扶好管材、管件,使它不受扭、彎和拉伸。

注意事(shì)項:
1、由於在材質(zhì)和管件尺寸上可能與其他廠家的產品有所差別(bié),所以熔(róng)接時應使用興紀龍管(guǎn)道推薦的熱熔機,以(yǐ)免因熱熔溫度和模頭尺寸不同而影(yǐng)響產品的熔接質量(liàng)。
2、熱熔機應該在工(gōng)作的整個過程中,對於(yú)PP-R保(bǎo)持260℃±10℃在冬季可相(xiàng)應增加10℃-20℃,請調整熱熔機內的調溫旋紐,以獲得正確的(de)熱熔溫度(dù)。
3、未經本公司推薦使用(yòng)的熱熔機的模頭尺寸可能與本公司(sī)生產的產品不能很好的配合,可能會(huì)因(yīn)此而直接影響到熱熔連接的質量。



")


火")