製造,成就一個又一個創富故事")
道")
襯塑(sù)ppr")

塗鋁合金襯塑(PE-RT)複合管")

鋁合金襯塑PERT複合管在(zài)施工中(zhōng)安裝一般會采用兩種方法:dn63以下口徑采用熱熔連接,dn63以上則需要電熔(róng)連接提高安裝(zhuāng)效率。
一、鋁合金襯(chèn)塑PERT複合管dn63口徑(jìng)以下采用熱熔連接
步(bù)驟一:劃線標(biāo)記:采用硬度(dù)大(dà)於2B的(de)鉛筆或碳化鉛筆按照安裝要求規範(見表1)畫出需(xū)要剝離的鋁合金層長度。

表1
步驟二:徑向切割:采用專(zhuān)用切刀在管材的(de)徑(jìng)向(xiàng)進行切割,切割(gē)深度以不傷到塑料管主(zhǔ)體為(wéi)宜。
步驟三:軸向切割:采用專用(yòng)電動割刀(dāo)在管材的軸向(xiàng)方向進行切割,切割時注意深度不能傷及塑料管主體,切割到位後(hòu)鋁皮會自(zì)動(dòng)崩開。
步驟四:去掉鋁合金層:采用(yòng)輔(fǔ)助工具將管材端頭(tóu)切開的鋁合金層去掉。

去掉鋁合金襯塑(sù)複合(hé)管外層鋁皮
步驟五:管(guǎn)材與管件的加熱:接通熔接機(jī)電源,待加熱指示燈初次熄滅後即可用於熔接操作。
先開始向熱頭滑動管件,緊接著(zhe)再(zài)向加熱套筒滑動管端,推入時以中等速度均勻滑(huá)動(dòng),而且(qiě)應與模(mó)頭保持同心,但切忌旋轉管材或管件。
當管件推到加熱頭的盡頭,而管材到達畫線位置時,保持(chí)這一位置(zhì)。
從現在開始即進入加熱時間,並加熱至表(biǎo)1中規定的時間。規定的加熱(rè)時間到達後,從加熱模頭上拔(bá)出管材和管件,拔出速度應適中,不能過急,但可以略帶輕微的抖動動作,以利於拔出。

步驟六:管材與管件的連接:拔出後,應立即將管材沿(yán)管材中軸線均速插入到(dào)管件中,直至借口上(shàng)卷曲的熔(róng)瘤(liú)到達鋁皮的切割位置為止,並保(bǎo)持這一位置。同樣地,插入過程中不能帶(dài)任何旋轉的動作。

注意事項:
1、由於在材(cái)質和管件尺寸上可能與其他(tā)廠家的產品有所差別,所以熔接時應使(shǐ)用興紀龍管道(dào)推薦的熱熔機(jī),以免因熱熔溫度(dù)和模頭(tóu)尺(chǐ)寸不同而影響產品(pǐn)的熔接(jiē)質量。2、熱熔機應該在(zài)工作的整個過程中(zhōng),對於PE-RT保持230℃±10℃在冬季可相應增加10℃-20℃,請調整熱熔機內的調溫旋紐(niǔ),以獲得正確的熱熔溫度。
3、未經本公(gōng)司推薦使用的熱熔機的模頭尺寸(cùn)可能(néng)與本公司生產的產品不能很好的配合,可能會(huì)因此而直接影響到熱熔連接的質量。
二、鋁合金襯塑PERT複合管在dn63口徑(jìng)以上采用電熔(róng)連接。
步驟一:劃線標記(jì):采用硬度大於2B的鉛筆或碳化鉛筆按照安裝(zhuāng)要求規範(見表(biǎo)2)畫出需(xū)要剝離的鋁合金層長度。
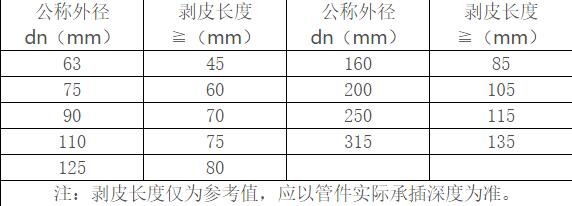
表2
步驟二:徑向切割:用專用切割機(jī)切斷鋁合金襯塑複合管材,切麵(斷麵)應平齊垂直於管(guǎn)材軸線,電熔連接剝皮長度見表2。

鋁合金襯塑PE-RT環切剝(bāo)皮
步驟三(sān):軸(zhóu)向切割:采用專用電動割刀在管材(cái)的軸向方向進行切割,切割時注意深度不能傷(shāng)及塑料管主體,切割到位後鋁皮會自動崩開。
步驟四:去掉鋁合金層及清潔管(guǎn)材:采用輔助工具將管材端頭切(qiē)開(kāi)的鋁合金層(céng)去掉,剝皮完成後用(yòng)專用打磨片將管材表麵(miàn)的氧化層去除,然後進行清潔管材(cái)、管件:用清潔劑或濃度不低於94%的酒精和無紡布擦淨熔接部位管材的外壁和端麵及管件內壁和端麵。
步驟五:電熔連接:將管材和專用管件承插連接(jiē),承插時管材必須承插到管件根部,不允許有(yǒu)加熱絲暴露在外,管材與專(zhuān)用管件不宜過緊以免將(jiāng)專用管件內電熔絲擠(jǐ)斷(duàn)。
電熔時,首先從(cóng)電熔焊機中調出對應的電熔參數,檢查參數名稱與所需要安裝的專用管件名稱(chēng)是否一致(zhì)。確(què)認一致(zhì)後,按確認鍵開(kāi)始自動焊接操作。完成後,電熔焊機自動(dòng)提示操作完成,應先(xiān)關閉電源(yuán),然後取下專(zhuān)用管件與焊(hàn)機上的電源接頭。
注意事項:
1、準備220V的穩定電源,應有漏電保護裝置且符合國標的電源插座(zuò)並檢查設備運行是否(fǒu)正常,如有異常(cháng)現象應及時報技術人員處理;
2、施工現場應具備穩定的電源條件,應做好漏電保(bǎo)護措施,施工前應檢查配件(jiàn)和工具是否齊備。
3、電熔結束後禁止(zhǐ)移動連接件,直到完全(quán)冷卻後才能進行下一步工作(zuò)。



產")

信二維碼")
